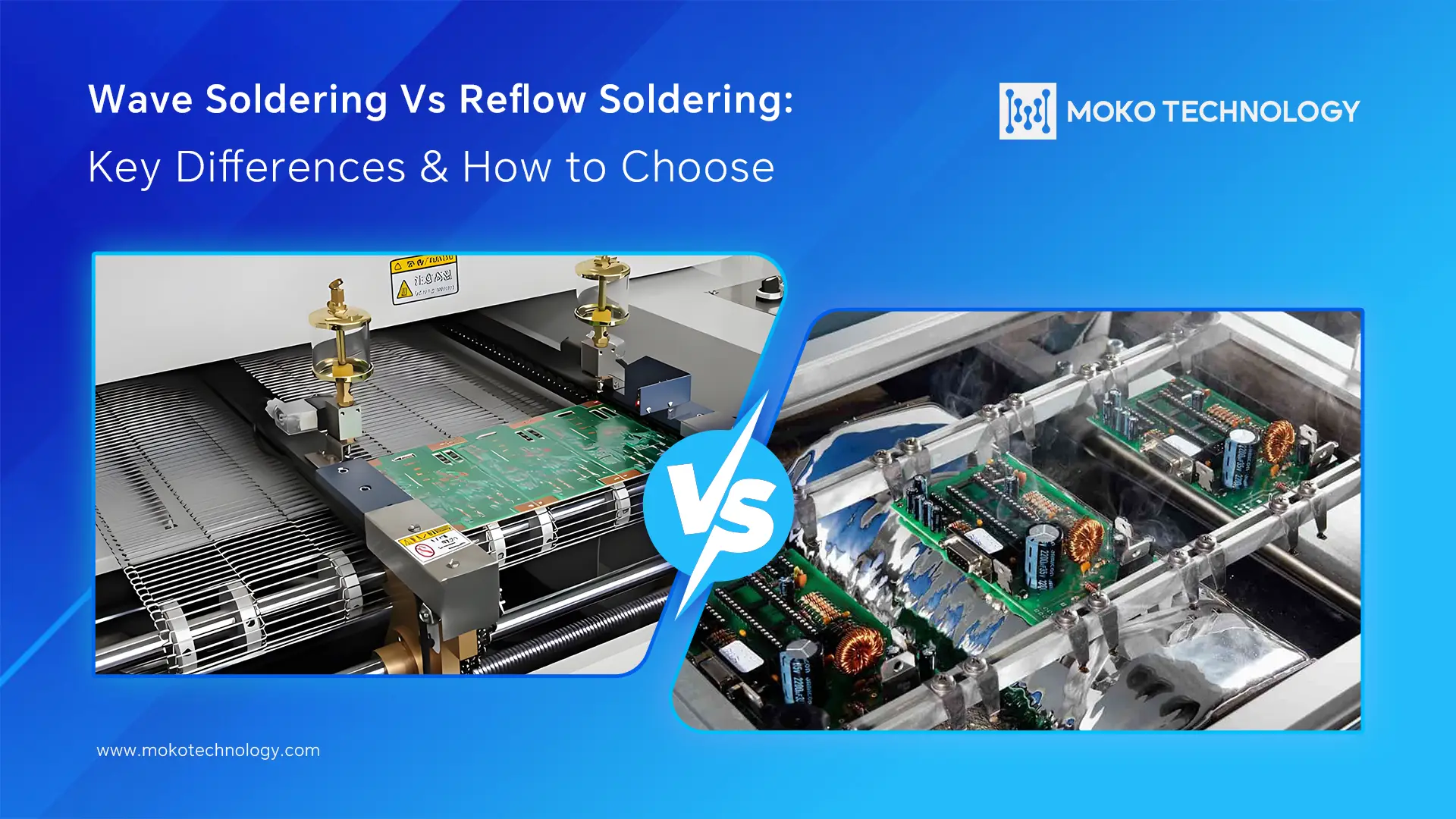
はんだ付けは、 PCBアセンブリプロセスコンポーネントを回路基板にしっかりと固定するウェーブはんだ付けと リフローはんだ付け はんだ付け方法は2種類あり、プリント基板業界で広く用いられています。どちらも目的は同じですが、用途や動作原理が異なります。両者の違いを理解し、状況に応じて適切なはんだ付け方法を選択することが重要です。このブログでは、これら2つの方法を様々な側面から比較し、プリント基板の組み立てニーズに最適な方法を選択できるようお手伝いします。
ウェーブはんだ付けとは
ウェーブはんだ付けは、電子部品を回路基板に取り付けるために使用される方法です。ウェーブはんだ付けプロセスでは、基板をポンプを備えた機械に入れ、液体はんだの「波」を生成します。基板が波の上を通過して接触すると、はんだが部品と基板に接合し、良好な電気的接続が形成されます。この方法は通常、 スルーホールコンポーネント そして、大量生産において非常に効率的であると考えられています。ウェーブはんだ付けの工程を分かりやすく示す動画はこちらです。
リフローはんだ付けとは何ですか?
リフローはんだ付けは、電子機器業界で広く使用されている接合プロセスです。 表面実装部品(SMD) プリント基板へのはんだ付け工程では、部品が配置される場所に正確にはんだペーストが塗布され、仮接続が形成されます。その後、基板は温度プロファイルが厳密に制御されたオーブンに入れられ、はんだペーストが加熱・溶融することで、恒久的なはんだ接合部と安定した電気接続が形成されます。
リフローはんだ付け工程を実際に示す動画はこちらです。
ウェーブはんだ付けとリフローはんだ付けの主な違い
このセクションでは、ウェーブはんだ付けとリフローはんだ付けを、プロセス、適合部品、温度範囲という3つの主要な側面から比較します。
- 業務原則とプロセス
ウェーブはんだ付け:溶融はんだを用いて波状の形状を作り、プリント基板がその上を通過する際に、部品のリード線やパッドがはんだと直接接触して機械的および電気的な接続を形成する。
リフローはんだ付け:はんだペーストをパッドに予め塗布し、熱風で溶かすことで、部品を回路基板にしっかりと接合します。
一方、ウェーブはんだ付けには はんだフラックス スプレーはんだ付け方式とは異なり、リフローはんだ付け方式ではフラックスは不要です。これは、はんだペーストにすでにフラックスが含まれているためです。以下の図は、ウェーブはんだ付け方式とリフローはんだ付け方式の両方における各工程を示しています。


- コンポーネントの互換性
ウェーブはんだ付けは、主にスルーホール部品、特にコネクタ、電源トランス、大容量コンデンサ、パワーインダクタ、パワーモジュールなど、大型で頑丈なピンを持ち、構造強度に対する要求が高い部品に使用されます。
リフローはんだ付けは、0402、0603、0805シリーズのチップ抵抗器やコンデンサ、QFPなどのパッケージなど、小型で高密度のピンを持つSMTコンポーネントに適しています。 QFN, BGA, etc. - 温度範囲
ウェーブはんだ付けとリフローはんだ付けは、異なる温度範囲で行われます。一般的に、リフローはんだ付けのリフローゾーンの最高温度は210~250℃ですが、ウェーブはんだ付けの最高温度は260~265℃と高くなります。そのため、リフローはんだ付けとウェーブはんだ付けの両方の技術を使用する混合基板のはんだ付けを行う場合は、既に形成された接合部が再溶融するのを避けるため、ウェーブはんだ付けの前にリフローはんだ付けを行う必要があります。




ウェーブはんだ付けとリフローはんだ付け:簡単な比較表
| 側面 | ウェーブはんだ付け | リフローはんだ付け |
| コンポーネントタイプ | 主にスルーホール(THT)部品 | 表面実装(SMT)部品 |
| 加熱法 | 溶融はんだ波がPCBの裏側に接触する | リフロー炉内の加熱曲線を制御 |
| 機械的強度 | 高い; 機械的ストレスを受ける部品に適したジョイント | 中程度。接合部はウェーブはんだ付けよりも強度が劣り、振動や応力に弱い。 |
| 精度 | 低め。太いリード線や密度の低い基板に適しています。 | より高い。微細ピッチSMTおよび高密度レイアウトに最適。 |
| スループット | 大規模なTHTバッチや大量生産に非常に効率的です。 | 自動化ラインにおけるSMT基板の高コスト |
| 両面使用 | 限定的(主に片面) | 広く使用されており、両面SMT基板に最適です。 |
| 理想的なアプリケーション | 電源基板、コネクタ、シンプルなアセンブリ、堅牢なコンポーネント | 高密度家電製品、IoT機器、通信機器、ファインピッチ基板 |
ウェーブはんだ付けとリフローはんだ付け:どのように選択するのでしょうか?
ウェーブはんだ付けとリフローはんだ付けは、どちらもプリント基板(PCB)の組み立て工程において効果的なはんだ付け技術です。しかし、PCBプロジェクトに最適な技術はどのように選べばよいのでしょうか?
まず、PCBプロジェクトに必要な部品の種類を検討してください。PCBが主に表面実装部品を使用している場合は、リフローはんだ付けが最適です。ただし、スルーホール部品や強い機械的ストレスに耐える必要がある部品が主に使用される場合は、ウェーブはんだ付けを選択する必要があります。
さらに、生産量、設備投資コスト、精度要件などの他の要素も考慮する必要があります。リフローはんだ付けは、自動化された高スループットのSMT生産に優れていますが、THTを多用する基板では、ウェーブはんだ付けの方が効率的で費用対効果に優れています。
実際の生産現場では、多くのプロジェクトで両方の半田付け技術が必要となります。まずSMT部品を組み立て、その後、ウェーブ半田付けまたは選択半田付けを使用して残りのスルーホール部品を組み立てます。
要約すると、いわゆる「最良のはんだ付け方法」というものは存在せず、あるのは基板の設計と製造ニーズに最も適した方法だけです。決定を下す前に、これらの要素すべてを考慮することが不可欠です。
専門的な PCB はんだ付けサービスが必要ですか?
TestPcbasでは、プリント基板実装におけるウェーブはんだ付けとリフローはんだ付けの両方を専門としています。当社の高度な製造設備は、以下の工程に対応可能です。
– 両方のはんだ付け方法で大量生産が可能
– 混合技術アセンブリ(SMT + THT)
– 厳格な品質管理と IPC標準 コンプライアンス
– 試作品から量産まで柔軟な生産スケジュール
スルーホール部品の選択的ウェーブはんだ付けが必要な場合でも、ファインピッチ SMT デバイス用の精密なリフローはんだ付けが必要な場合でも、当社の経験豊富なチームがお客様のプロジェクトに信頼性の高い結果を提供します。 お問い合わせ 本日は、お客様のPCBアセンブリに関するニーズについてご相談させていただきたいと思います。
ウェーブはんだ付けとリフローはんだ付けに関するよくある質問
Q1: ウェーブはんだ付けとリフローはんだ付けの主な違いは何ですか?
リフローはんだ付けは、オーブン内ではんだペーストを溶かす方法で、一般的に表面実装技術に用いられる。一方、ウェーブはんだ付けは、溶融はんだの波を用いて部品を接続する方法で、一般的にスルーホール部品に用いられる。
Q2:ウェーブはんだ付けの欠点は何ですか?
ウェーブはんだ付けは、すべての用途に適しているわけではありません。 PCBコンポーネント部品によっては、はんだ波の高温に耐えられない場合があるためです。さらに、はんだ波を正確に制御することが難しく、はんだブリッジなどのはんだ品質のばらつきが生じ、繊細な部品を損傷する可能性があります。
Q3: ウェーブはんだ付けとリフローはんだ付けの両方を使用して PCB を組み立てることはできますか?
はい。混合技術のPCB設計では、コンポーネントの組み立てにウェーブはんだ付けとリフローはんだ付けの両方の技術を使用するのが一般的です。
Q4:ウェーブはんだ付けと選択式はんだ付けの違いは何ですか?
主な違いは、基板のどの部分に半田付けを行うかという点です。ウェーブ半田付けでは、基板を連続した半田波に通すことで、露出したすべての接合部を一度に半田付けできます。一方、選択半田付けでは、半田ノズルを使用することで、特定の貫通穴部品のみに半田付けを行います。